Sublimation refers to solid material turning directly into a gas; there is no liquid phase. How does this apply to printing?

A sublimation printer works by transferring a design from sublimation paper to a material. This process requires pressure and heat. To transfer an entire design, ink must be between 350℉ and 450℉. The general process works as follows:
Pressing the transfer paper and fabric together transfers the design. Heat opens the pores in the fabric and pressure cools the ink. It then becomes solid and, since the ink is embedded, it can remain vibrant for much longer than with other printing methods. When the process is complete, the press is released and paper removed from the substrate (a fabric garment or surface, such as a mug).
Sublimation printing is compatible with any type of design. There are no limitations. Print animals, majestic skies, or skylines and landscapes. No matter what you print, the results are long-lasting. The print won’t fade, crack, or peel and can be run through countless washing machine cycles.
Sublimation printing is most efficient for small batch orders, but large batches are possible. Overall, the process is cost-effective whether items need to be continuously stocked or produced for single occasions.
However, sublimation does have disadvantages. Some of the drawbacks include limitations in material; garments must be made of polyester. Images on materials like cotton won’t be permanent with sublimation. Dye-sub printers also cannot print white, so any motif must be printed on a white background or very light colors.
Fabrics can shrink slightly during sublimation, so any design must account for that. The white fabric can show if parts of it can’t be reached by the printer. Creases in the fabric can cause this, as can moisture on the transfer paper. Sublimation printing is also not the best option for designs that require precise placement of block colors or designs, or simple elements such as centered logos.
Sublimation printing is best suited for materials such as polyester and polycotton textile. It is also often used on ceramic, PVC, and polymer materials, so is well-suited for printing designs on polyester-coated aluminum as well as polymer-treated plastic, aluminum, glass, fiberglass, and other rigid substrates. Both knit polyester fabrics and woven items such as hanging fabrics, tents, and tote bags can feature sublimated designs.
You can also use dye sublimation for cell phone cases, mouse pads, drinkware, and other blank rigid products, allowing for limitless customization options. The process is suited for vinyl as well. It can be applied to large banners, signs, and trade show displays. Any sign in front of a store or building is likely made with sublimation.
Sublimation printers are also used for various interior design elements. One example is ceramic floor tile. Unique designs can be created for floor tiles in a home kitchen or bathroom or to decorate a restaurant or another commercial establishment. Another versatile application is photograph printing; images can be successfully transferred to apparel, magnets, or canvas.
When considering dye sublimation, it’s first important to consider the following factors:

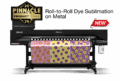
A leader in wide-format inkjet printers and other equipment, Mimaki offers a range of sublimation printing systems. These include the TS100-1600 sublimation transfer inkjet printer that can print at up to 753 ft2/hour and the TS55-1800 that, with Sb610 inks, outputs up to 1,506 ft2/hour.
Feel free to view our complete catalog of sublimation printers online. We also offer a number of resources to help you understand how to select and use our printing equipment, which include numerous tips, tricks, and techniques. To learn more, call Mimaki directly at 888-530-3988 or visit our website.